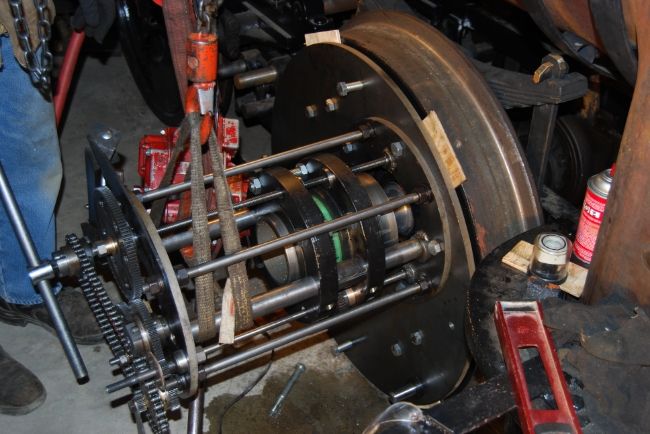
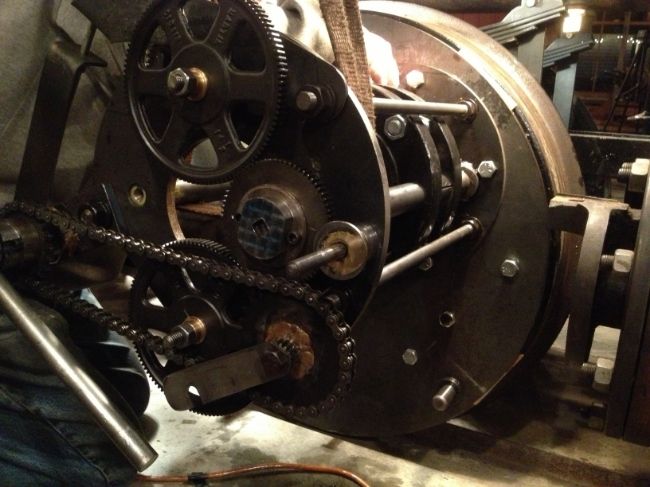
When we found the engine on display at MSU, Pere Marquette 1225 had oval crankpins, especially the mains. The Southern Railway lent us a portable crankpin lathe. This was rigged onto the face of the drivers, taking extreme care to preserve the throw, quarter, and squareness. This job was successful and the engine has operated well with new bronze bushings since then.
I presume the Southern's tool was auctioned off when the Irondale shop was closed, and I don't know who has it. It had the appearance of being part of a larger machine, maybe a quartering machine. They may have had more than one.
Aarne Frobom
Steam Railroading Institute
Owosso, Michigan
|