| It is currently Thu Apr 25, 2024 4:53 am |
|
All times are UTC - 5 hours [ DST ] |
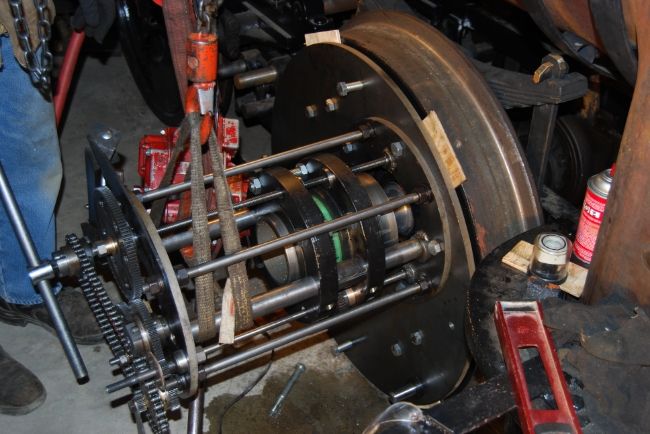
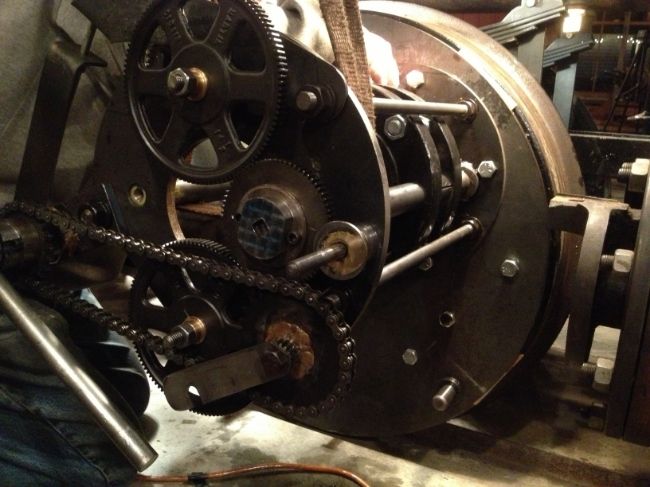
Turning Crankpins
Moderators: Rick Rowlands, tomgears, Randy Hees
 
|
Page 1 of 2 |
[ 19 posts ] | Go to page 1, 2 Next |
|
| Dave |
|
||
|
Joined: Sun Aug 22, 2004 7:19 am Posts: 6404 Location: southeastern USA |
|
||
| John Risley |
|
||
|
Joined: Tue Aug 24, 2004 10:34 pm Posts: 929 |
|
||
| Pegasuspinto |
|
||
|
Joined: Fri Mar 26, 2010 11:43 am Posts: 748 |
|
||
| dinwitty |
|
||
|
Joined: Wed Oct 22, 2008 8:18 pm Posts: 2226 |
|
||
| b. barry |
|
||
|
Joined: Wed Jan 25, 2012 4:01 pm Posts: 117 Location: Bath, Me |
|
||




| Overmod |
|
||
|
Joined: Thu May 24, 2012 1:37 pm Posts: 2238 |
|
||
| Aarne H. Frobom |
|
||
|
Joined: Mon Oct 11, 2004 8:42 am Posts: 440 Location: Haslett, Michigan USA |
|
||
| dinwitty |
|
||
|
Joined: Wed Oct 22, 2008 8:18 pm Posts: 2226 |
|
||
| hadder |
|
||
|
Joined: Fri Nov 16, 2007 10:21 pm Posts: 169 |
|
||
| Dave |
|
||
|
Joined: Sun Aug 22, 2004 7:19 am Posts: 6404 Location: southeastern USA |
|
||
| dinwitty |
|
||
|
Joined: Wed Oct 22, 2008 8:18 pm Posts: 2226 |
|
||
| Dave |
|
||
|
Joined: Sun Aug 22, 2004 7:19 am Posts: 6404 Location: southeastern USA |
|
||
| DRS.GPBensman |
|
||
|
Joined: Thu Feb 23, 2017 10:54 am Posts: 20 Location: Rossville, GA. |
|
||
| softwerkslex |
|
||
|
Joined: Thu Apr 14, 2005 9:34 pm Posts: 2762 Location: Copenhagen, Denmark |
|
||
|
|
Page 1 of 2 |
[ 19 posts ] | Go to page 1, 2 Next |
|
All times are UTC - 5 hours [ DST ] |
Who is online |
Users browsing this forum: Google [Bot] and 282 guests |
| You cannot post new topics in this forum You cannot reply to topics in this forum You cannot edit your posts in this forum You cannot delete your posts in this forum You cannot post attachments in this forum |